




想要了解冲压件合金管工艺成熟产品吗?我们的视频介绍将为您展现产品的每个细节和特点,快来观看吧!
以下是:冲压件合金管工艺成熟的图文介绍

金海金属材料有限公司
专注质量简单易用专业公司
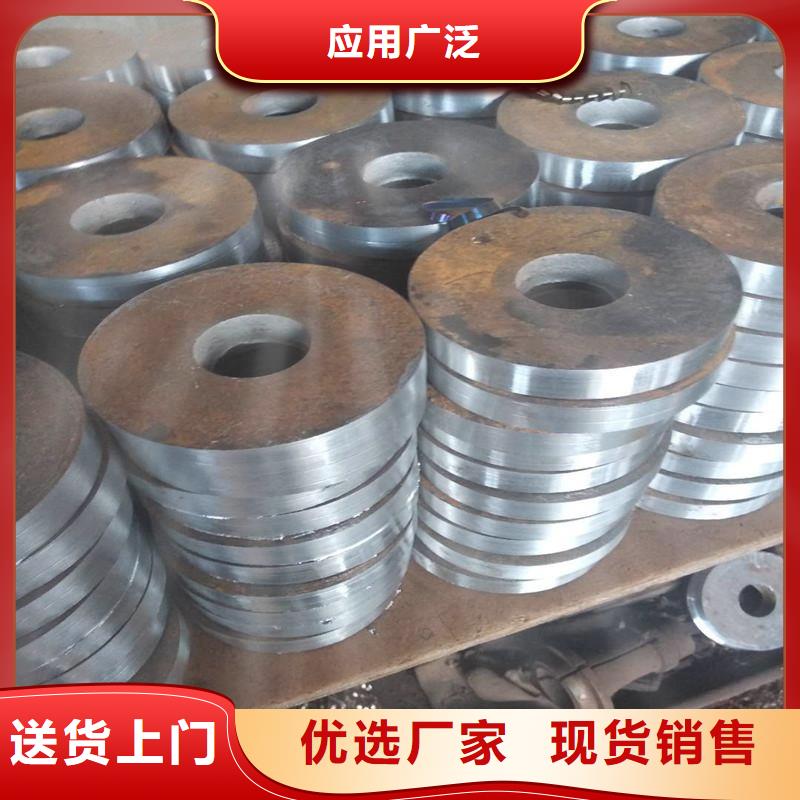
潍坊厚壁钢管厂家

潍坊厚壁钢管厂家的详细介绍
质量安心价格美丽

3.生产中常见具体问题的处理
在日常生产中,会遇到冲孔尺寸偏大或偏小(有可能超出规格要求)以及与凸模尺寸相差较大的情形,除考虑成形凸、凹模的设计尺寸、加工精度及冲裁间隙等因素外,还应从以下几个方面考虑去解决。
(1).冲切刃口磨损时,材料所受拉应力增大,冲压件产生翻料、扭曲的趋向加大。产生翻料时,冲孔尺寸会趋小。
(2).对材料的强压,使材料产生塑性变形,会导致冲孔尺寸趋大。而减轻强压时,冲孔尺寸会趋小。
(3).凸模刃口端部形状。如端部修出斜面或弧形,由于冲裁力减缓,冲件不易产生翻料、扭曲,因此,冲孔尺寸会趋大。而凸模端部为平面(无斜面或弧形)时,冲孔尺寸相对会趋小。
在具体的生产实践中,应针对具体问题作具体分析,从而找出解决问题的方法。
以上主要介绍了冲裁时,冲件产生翻料、扭曲的原因及解决对策。
在日常生产中,会遇到冲孔尺寸偏大或偏小(有可能超出规格要求)以及与凸模尺寸相差较大的情形,除考虑成形凸、凹模的设计尺寸、加工精度及冲裁间隙等因素外,还应从以下几个方面考虑去解决。
(1).冲切刃口磨损时,材料所受拉应力增大,冲压件产生翻料、扭曲的趋向加大。产生翻料时,冲孔尺寸会趋小。
(2).对材料的强压,使材料产生塑性变形,会导致冲孔尺寸趋大。而减轻强压时,冲孔尺寸会趋小。
(3).凸模刃口端部形状。如端部修出斜面或弧形,由于冲裁力减缓,冲件不易产生翻料、扭曲,因此,冲孔尺寸会趋大。而凸模端部为平面(无斜面或弧形)时,冲孔尺寸相对会趋小。
在具体的生产实践中,应针对具体问题作具体分析,从而找出解决问题的方法。
以上主要介绍了冲裁时,冲件产生翻料、扭曲的原因及解决对策。

匠心制作
微观细节见品质







金海金属材料有限公司常年生产销售各种材质与规格的 山东潍坊厚壁钢管厂家, 山东潍坊厚壁钢管厂家生产厂家,可定做各种型号 山东潍坊厚壁钢管厂家,,欢迎来人来电洽谈业务。
